Many years ago I wrote an article for Fine Woodworking on how to grind. The article was based on a method taught to me by Barry Iles that used a crowned wheel. I've been told it changed the way many people grind. I expanded the article in a long series about grinding. Turning a regular friable grinding wheel into something that has a crown on it is pretty easy - done in seconds with a wheel dresser. In the past few years a lot of people, myself included, have taken to grinding with CBN Wheels. CBN wheels run cool and do not require dressing. They're the cat's pajamas! The first generation of CBN Wheels were flat across - much better than a friable wheel, but missing that great advantage of a crown. So we started offering crowned wheels for our Baldor grinders. The blog article explains the advantages of a crowned wheel and the steps of when and how to grind.
Baldor stopped making their 6 inch grinder with a cast iron rest. We're currently out of stock on 6 inch CBN wheels but we expect to stock them again soon. The 8 inch Baldor grinder is awesome, but it's very expensive, especially after we soup it up. Unfortunately the grinder is simply not in the budget for a lot of people. We get frequent requests for crowned CBN wheels for regular 8" grinders. The problem is a Baldor grinder has a 3/4 inch arbor, but most other 8" grinders have a 5/8 inch arbor. In theory, you could use a bushing, but it's just not precise enough. So we have just started stocking 8" crowned CBN Wheels with a 5/8" bore for these grinders.
A lot of the inexpensive 8" grinders are really high speed (3600 rpm) 6" grinders that were fitted with 8" wheels and guards. Some are also variable speed. Years ago I was warned off variable speed grinders because of reliability issues, but in any case, if I could grind safely without burning the steel at the high speed of the grinder, that's what I would always do.
Grinding on a properly crowned wheel on a 6 inch grinder running at 3600 RPM is not a big deal. Works great with no burning. With CBN on a crowned wheel, I don't even bother dunking the chisel: it just isn't necessary because the CBN wheels run so cool. An 1800 RPM 8 inch wheel grinder has a surface speed a little bit under under a 6 inch 3600 speed grinder. It works great. What about an 8 inch high speed 3600 RPM grinder?
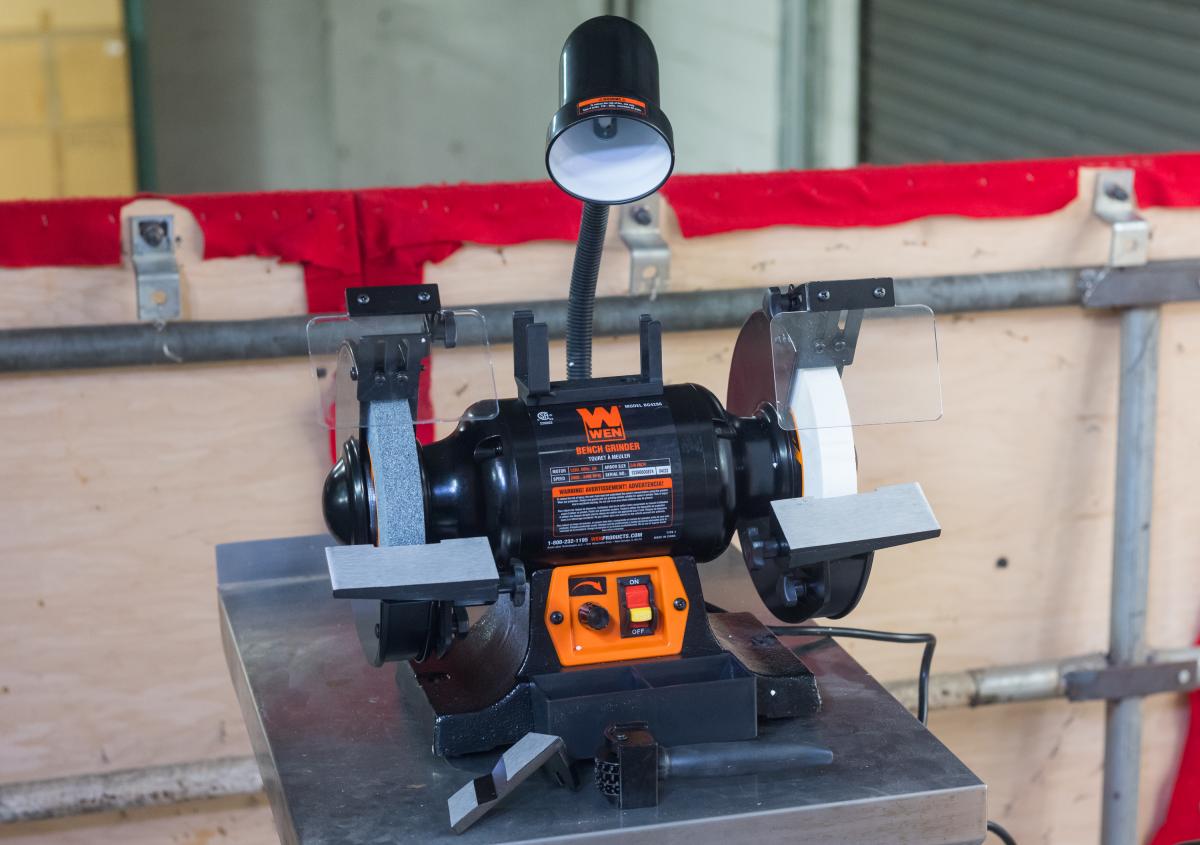
In the interests of research I ordered the least expensive high-speed 8 inch grinder I could find. The particular grinder, a WEN from Home Depot, cost $139.79, which frankly is just pennies less than a CBN wheel. It comes with a coarse 36 grit silicon carbide wheel and an 80 grit fine aluminum oxide (AO) wheel. It also comes with an impressively horrible set of rests, a crude wheel dresser, and a light.
Now I have no real need of an 8 inch grinder. I prefer a 6 inch grinder for woodworking tools (deeper hollow), although people who do turning really like the larger diameter and smaller hollow. But the most important aspect of a Baldor grinder to me is that it's rock solid with cast iron rests that don't bend or move.
The WEN grinder's light is neither here nor there. I never bothered to install a bulb. There's actually so much vibration in the grinder that the second I turned on the grinder, the light just sagged. But when I grind, I pay attention to the spark pattern, the edge, and feel the temperature. I don't need to look at the grinder. I understand that when grinding to a profile a light could be useful.
I removed the silicone carbide wheel on the left side and installed my 5/8 inch bore 80 grit CBN wheel. Then I put everything back together.
This grinder is variable speed from 2000 to 3450 RPM. At 2000, there is a little vibration, but not much. At 3450, there is a lot more. In fairness, I did not dress the AO wheel I left on the grinder; when dressed the grinder should run smoother.
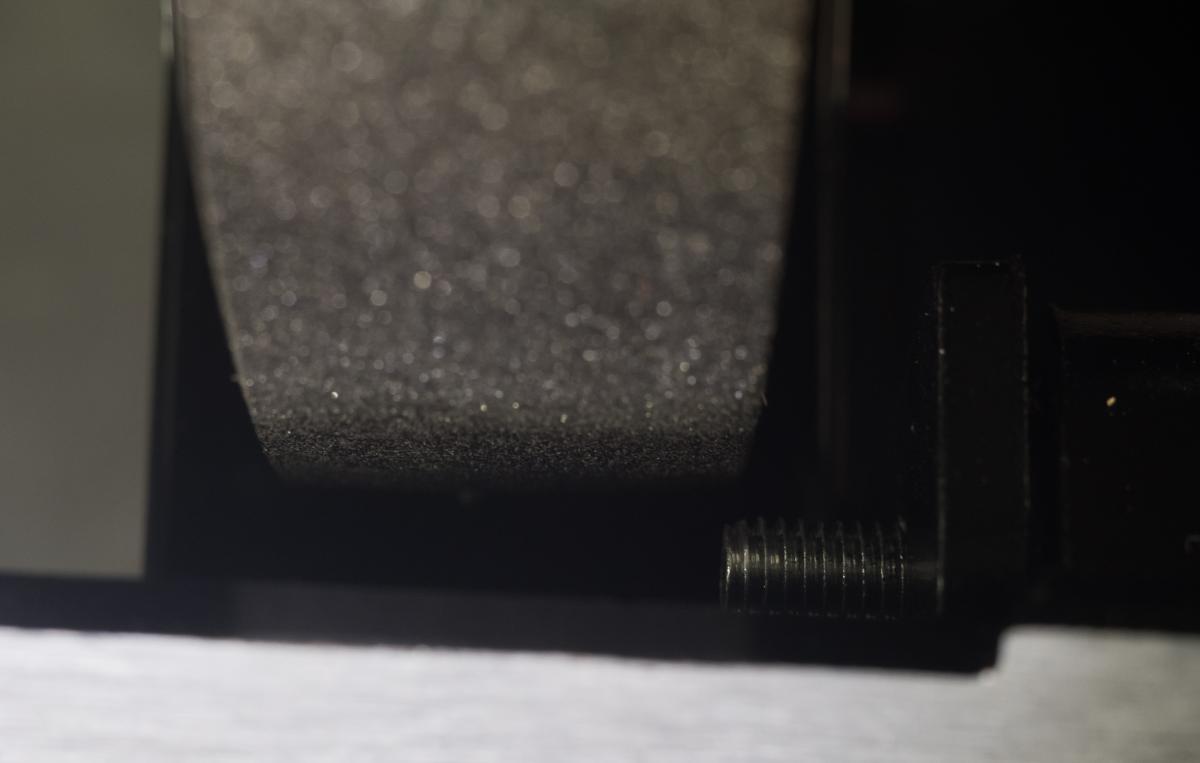
Quick tip: Unless your smart shields on the WEN are tightened really tight, they will flip down because of the vibration as you use the grinder. I could not get the rests to actually clamp tight. Even worse: the screw connecting the rest was so long that if you actually moved the rest close to the grinder, the screw would hit the wheel. The screw that holds the rest in place will also hit the grinding wheel if you set the rest close to the wheel.
The other problem is that in lieu of a decent clamping system, the grinder has a kind of ratchet gear assembly. This means you can only actually tighten the rest in certain positions, which makes it pretty useless. So I added a couple of washers so the screw wouldn't stick out so much and I put another washer between the ratchet assembly so I could clamp it in any position. The rest still moved around a bit, but it was usable. And I ground away.
I didn't have any water to cool anything, but when the chisel being ground grew hotter, I just put it up against the table and it cooled down pretty quick. The technique is not as good as dunking in water but it is a lot less messy. And CBN wheels don't really heat up that much. I first ground a chisel at the slow speed of the grinder, about 2000 rpm. There was a huge shower of sparks which was great and I was able to grind to a wire edge without any trouble or any real danger of burning. The chisel got very warm a couple times and I stopped to cool it down, but I never really came close to burning. Then I sped up the grinder to its top speed of 3450 and took another chisel and again ground to a wire edge. I felt the need to pay more attention. The chisel was certainly heating up faster - but it was also grinding faster, which is always a good thing. When I got close to the wire edge I definitely had to pay more attention to make sure I didn't burn the edge. If I owned this grinder for a long term I would definitely run it at top speed and grind to a wire edge. If you're nervous, you just stop grinding just before you get to the wire edge. Stopping early certainly is good practice and going to a wire edge doesn't really save you much honing time versus stopping 1/64" from the edge. I wanted to have a specific benchmark. I can definitely say that I can grind to a wire edge on an 8" CBN high-speed grinder without any trouble. But it does take practice and paying attention.
As you can see if you scrutinize the pictures of the finished grind, the grind is a touch uneven. The rests moved at the end when I shifted my position. This is the sort of movement that doesn't affect the Baldor because the rests are rock solid, but these are not very rigid. It's not a big deal but it annoys me and any flex in the rests is a deal killer for me.
I'm not planning to keep this grinder. I have a 6 inch Baldor grinder I love, but I would welcome a second grinder, even if nowhere near as good as the Baldor, just because we do a lot of grinding here. But this grinder has rests that need to be rebuilt with an acceptable clamping system. I can't justify the work to make this grinder functional. At some point I'm going to probably just get another 8 inch Baldor grinder and call it a day. If you're in the Brooklyn area and you want to buy a barely used 8" grinder my cost was $139.79 plus $139.95 for the wheel. If you come here and get it you can have it for $220 (SOLD). Email or call me if you want it. I am not shipping it.
By the way, if you don't have a budget for a CBN wheel, any coarse wheel will do the trick as long as it's crowned and regularly dressed. (It's just not as easy and takes more care.) I think a grinder is one of the most important tools in a woodworking shop. No matter how many fixtures and jigs you may have, the ability to hollow ground a tool easily makes it easy to maintain your tools in tip top shape. Honing can then do what it's supposed to, sparing you the prospect of spending hours just removing waste metal. Click here for part one a series I wrote on how to grind.
I would be remiss if I didn't plug our own customized Baldor grinders, which we get from Baldor, soup up and make awesome. Lately they've been moving very quickly for some reason and we just ran out of stock at the moment. We are taking orders and we will have more soon (possibly not in time for Xmas). The WEN grinder, as it came from the store
My wife purchased me for father's day a Rikon 6" slow speed grinder. Looking forward to getting the 6" CBN wheel for it. Will I be able to keep the wheel covers on with the 6" CBN wheel?
12/13/2023 Scott
I'm not experienced with grinding at all. Looking at the 'how to grind' article linked above, I am stuck with the same issue: the diagrams show the arc of the wheel on the face of the chisel. When I grind a chisel, the face matches the arc of the grinding wheel. I don't understand the technique that will result in a flat chisel face, not concave. What step am I missing?
Joe,
The 6" CBN wheels will be 3/4" thick - which is pretty standard. (If there is demand we will add a 1" thick one later). So it will fit fine with wheel covers.
Scott,
When you grind on a round wheel you end up with a hollow grind on the tool face. Which saves oodles of honing time. You don't use the grinder on the back ever.
If you are grinding with a cambered wheel because the are moving the chisel side to side, you end up with a straight edge. It's actually very easy to do.
12/14/2023 Richard Prima
Appreciate the research and testing, but I thought CBN wheels were only for use on High Speed Steels (like many of my turning tools0 - M2 and M4. Have you had issues with O1 or A2 steel blades clogging the wheel?





 Joel's Blog
Joel's Blog Built-It Blog
Built-It Blog Video Roundup
Video Roundup Classes & Events
Classes & Events Work Magazine
Work Magazine
The 6" CBN wheels will be 3/4" thick - which is pretty standard. (If there is demand we will add a 1" thick one later). So it will fit fine with wheel covers.
When you grind on a round wheel you end up with a hollow grind on the tool face. Which saves oodles of honing time. You don't use the grinder on the back ever.
If you are grinding with a cambered wheel because the are moving the chisel side to side, you end up with a straight edge. It's actually very easy to do.